Production factory tour June 2023
Bowers & Wilkins 800D4
Bowers & Wilkins 800D4
Bowers & Wilkins 800D4 factory tour June 2023

Bowers & Wilkins’ 800D4 and 700S3 series loudspeakers were added to our range in June 2023 – we’d figured if the brand is good enough for Abbey Road Studios for recording and mastering purposes along with being a premium option for BMW, Maserati, McLaren, Polestar and Volvo, they should be good enough for us!
Bowers & Wilkins 800D4 series comprises the 805D4 stand-mounted model, and the 804D4, 803D4, 802D4 and 801D4 floor-standers. As we took all models in the 800D4 series for demonstration along with taking amplification from the Canadian brand Classé (Bowers & Wilkins have distributed the brand for over fifteen years – see their remarkable Delta Series here) we were treated to a tour of Bowers’ impressive facilities on the U.K.’s south coast, focussing on the in-house build of all models in the 800D4 series.
Their facilities are split across two sites that are a few hundred metres apart, the first being more of a showroom with really nice demonstration facilities, and the second being the much larger factory, where amongst other models, the 800D4 series is built – cabinets included!




Not the most interesting of areas but the sheer scale of the operation was seriously impressive – remember, it’s pretty much only loudspeakers that are built here, and this is a snapshot of just the storage area which extends way further back than the image shows:

Unlike most loudspeaker manufacturers, Bowers & Wilkins build their own cabinets for the 800D4 series in their UK factory. This is doubly impressive when you take into consideration that the 800D4 cabinet bodies are curved for performance reasons, and formed from multi-layered plywood. This takes some serious machinery which was fascinating to watch.
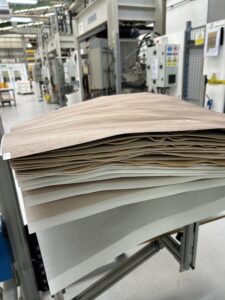



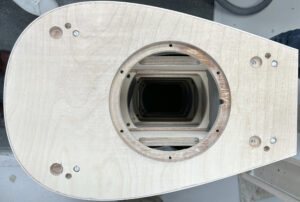
Each of the 800D4 series cabinets starts life as multiple layers of engineered veneer which are criss-crossed over each other with the grains running in alternate directions for additional rigidity, and with a film of dry, heat-activated glue between them. In the case of the larger models there are 18 sheets of veneer in total which are fed into the press in the second image. The press applies between 60 and 80 tonnes of pressure to the sides and front (the front is at the top in the image) whilst heating the layers to 140 degrees centigrade to activate the glue.
The cabinet bodies are left in the press for around 20 minutes, and what comes out is shown in the third and fourth images above. The bodies are too hot to be handled without heatproof gloves, so they are carefully removed from the press and placed into a retaining clamp to keep their shape until they are sufficiently cooled, ready for the ends to be trimmed to size and form tidy, sharp edges.

Precision cut and formed in-house to a tolerance of 0.02mm on a 5 axis milling machine, the internal ‘Matrix’ is then assembled. The ‘Matrix’ is a combination of plywood and aluminium which is solely to provide additional rigidity for the floor-standing models, despite the curved cabinets already being very stiff. This additional rigidity helps minimise cabinet vibrations that can add colouration to the sound once the drivers start moving.


There’s secrecy around some of Bowers & Wilkins’ manufacturing techniques, and this was evident in a separate section of the factory dedicated to the assembly of their Continuum Cone midrange driver, where photography was forbidden. The Continuum Cone follows on from Bowers & Wilkins 40+ years’ development and refinement of Kevlar as a material for the critical midrange frequencies. The new – secret – material is similarly woven as Kevlar is to break up resonances that travel along and back down the cone whilst music is played. Due to the secrecy with what this material is and how it’s applied there’s little more we can say on the topic, however, Bowers & Wilkins produced this video which gives an outline of the technology behind the Continuum Cone, along with the history of their development of midrange drivers over the years.

Once assembled, the Continuum Cone is fitted inside the aluminium ‘Turbine Head’ which is profiled and filled with custom acoustic wadding to remove reflected vibrations from behind the driver, as these can reflect off the back of conventional cabinets adversely affecting the movement of the cone, which can lead to interference and unwanted colouration.


Less mystery surrounds their proprietary ‘Diamond’ tweeters, which have been used by the company for many years, due to the material’s hardness (this translates into a pistonic action as per the woven bass units) and very high resonant frequency. Effectively, the dome is created by diamond ‘dust’ being formed and set over a dome and baked, then attached to its voice coil.



Once the dome is completed it’s attached to its motor assembly and installed into its aluminium ‘Tweeter On Top’ housing, then the entire unit is placed on supports inside a custom built anechoic chamber for testing and measuring before being sent on to assembly.

The 800D4 series ‘Aerofoil’ cone bass drivers also use a woven material for their cones for similar reasons to the midrange drivers, but where the Continuum Cone is flexible, here the cones are extremely stiff to give a ‘pistonic’ action with minimal distortion when in use. The Aerofoil cones are placed inside hefty aluminium baskets and extremely powerful neodymium magnets are used to keep the drivers’ movement in check.

To round off the time at the factory we visited the production area for the legendary Nautilus. This iconic model celebrates thirty years of production in 2023, and the factory still completes 26 pieces a year. By their own admission the Nautilus is no longer their best sounding loudspeaker, and after thirty years that should come as no real surprise, however, the order lead time currently sits at between 18 months and 2 years for a pair, and despite previous thoughts of ending production, Bowers & Wilkins are now considering doubling capacity to meet demand! Below are a handful of images from the production area and some of the drying process:





One of our team sold and installed a pair of these iconic loudspeakers back in 2009, and we actually traded them in a couple of years ago when the former owner moved house and needed to change them for his new room. Here are a handful of images of that very pair, custom painted in Audi’s Daytona Grey Metallic:




The day ended with an opportunity to hear the newly announced ‘Signature’ versions of the 805D4 and 801D4 in two of Bowers & Wilkins’ beautifully presented demonstration rooms. The Signature versions had their international release on the day of our tour, so we were the first to hear them outside the manufacturer’s staff.
It’s always difficult to judge the performance of a component in an unfamiliar environment and with electronics we didn’t really know (Marantz with the 805D4 and Michi with the 801D4), but both systems impressed with a wide range of music. Stand out tracks were ‘Antigravity’ by Sohn and ‘Soothing’ by Laura Marling – both well worth seeking out!


There was plenty more to see around the factory, so to finish off this post, below are a handful of ‘uncategorised’ images just because we like them!
 800D4 midrange driver baskets
800D4 midrange driver baskets
 801D4 cabinets showing Matrix bracing
801D4 cabinets showing Matrix bracing
 802D4 line up
802D4 line up
 Benchmark 801D4 & 802D4 - custom painted
Benchmark 801D4 & 802D4 - custom painted
 Turbine heads drying
Turbine heads drying
 Previous generation Signature models in the foyer
Previous generation Signature models in the foyer
 A prototype Nautilus?
A prototype Nautilus?
 Bowers & Wilkins are proud of their heritage!
Bowers & Wilkins are proud of their heritage!
 Carousel of painted cabinets travelling through the drying oven
Carousel of painted cabinets travelling through the drying oven
 An assembled Matrix frame for the 801D4
An assembled Matrix frame for the 801D4
Finally, for those of you that like a movie, Bowers & Wilkins produced a ~10 minute video covering the assembly of the 800D4 series in fine detail, which can be viewed here:
![]()